Oリングからより良い社会の実現へ

| 図 |
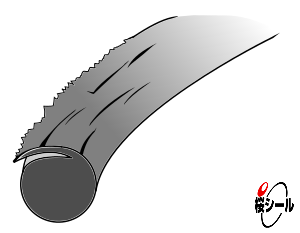
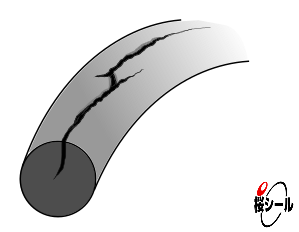
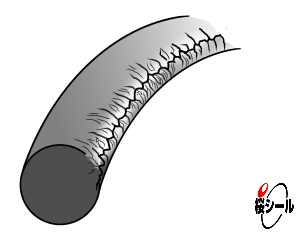
| 現象 | 状態 | 原因 | 対策 |
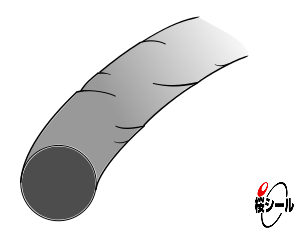
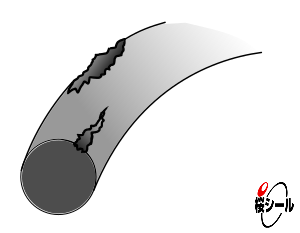
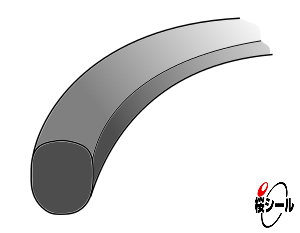
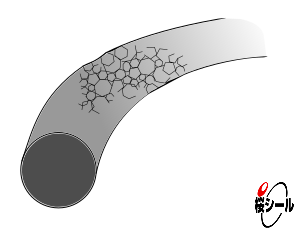
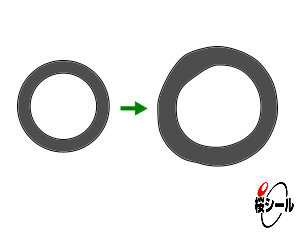
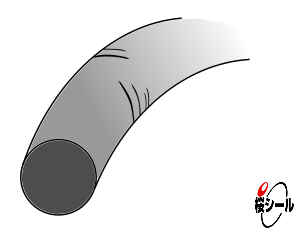
| 傷 | Oリングの内周または外周面に傷がついている。 | ① 装着時にねじ山などで傷つけた。 | ① 装着方法を改善(治具の使用など)する。 |
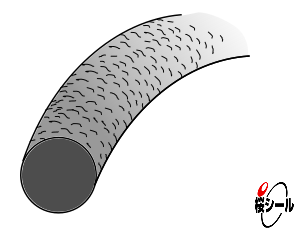
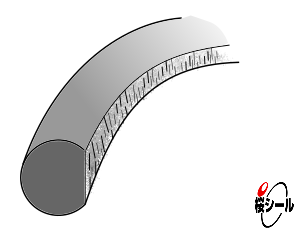
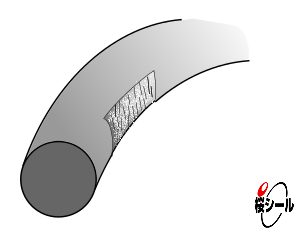
| 部分摩耗 | Oリングが部分的に擦り減っている。 | ① 摺動面に傷があった。 | ① 摺動面の仕上げを改善する。 |
桜シール株式会社
住所
〒130-0021
東京都墨田区緑3丁目4番10号
桜シール本社ビル
Oリングからより良い社会の実現へ
| 図 |
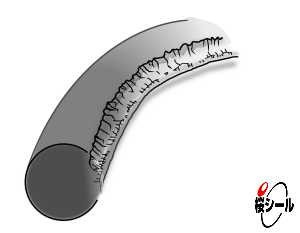
| 現象 | 状態 | 原因 | 対策 |
| 傷 | Oリングの内周または外周面に傷がついている。 | ① 装着時にねじ山などで傷つけた。 | ① 装着方法を改善(治具の使用など)する。 |
| 部分摩耗 | Oリングが部分的に擦り減っている。 | ① 摺動面に傷があった。 | ① 摺動面の仕上げを改善する。 |
〒130-0021
東京都墨田区緑3丁目4番10号
桜シール本社ビル