Oリングからより良い社会の実現へ

| 表面欠陥の 分類と概略図 |
|---|
| 等級 | 記号 | 表面欠陥の最大許容限度 単位:㎜ | ||||
|---|---|---|---|---|---|---|
| Oリング線径(太さ)φd2 | ||||||
| 0.8< | 2.25< ≦3.15 | 3.15< ≦4.50 | 4.50< ≦6.30 | 6.30< ≦8.40 | ||
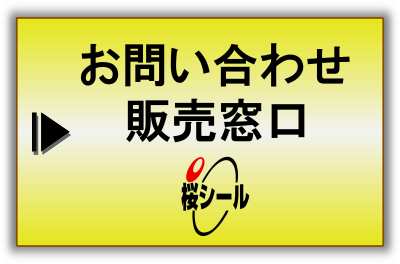
| N | g | 0.18 | 0.27 | 0.36 | 0.53 | 0.70 |
| h | 0.08 | 0.08 | 0.10 | 0.10 | 0.13 | |
| S | g | 0.10 | 0.15 | 0.20 | 0.20 | 0.30 |
| h | 0.05 | 0.08 | 0.10 | 0.10 | 0.13 | |
| CS | g | 許容しない | ||||
| h | 許容しない | |||||
| ※いずれの等級も、Oリングの線径(太さ)d2が0.8㎜以下、8.4㎜以上の場合は、受渡当事者の協定による | ||||||
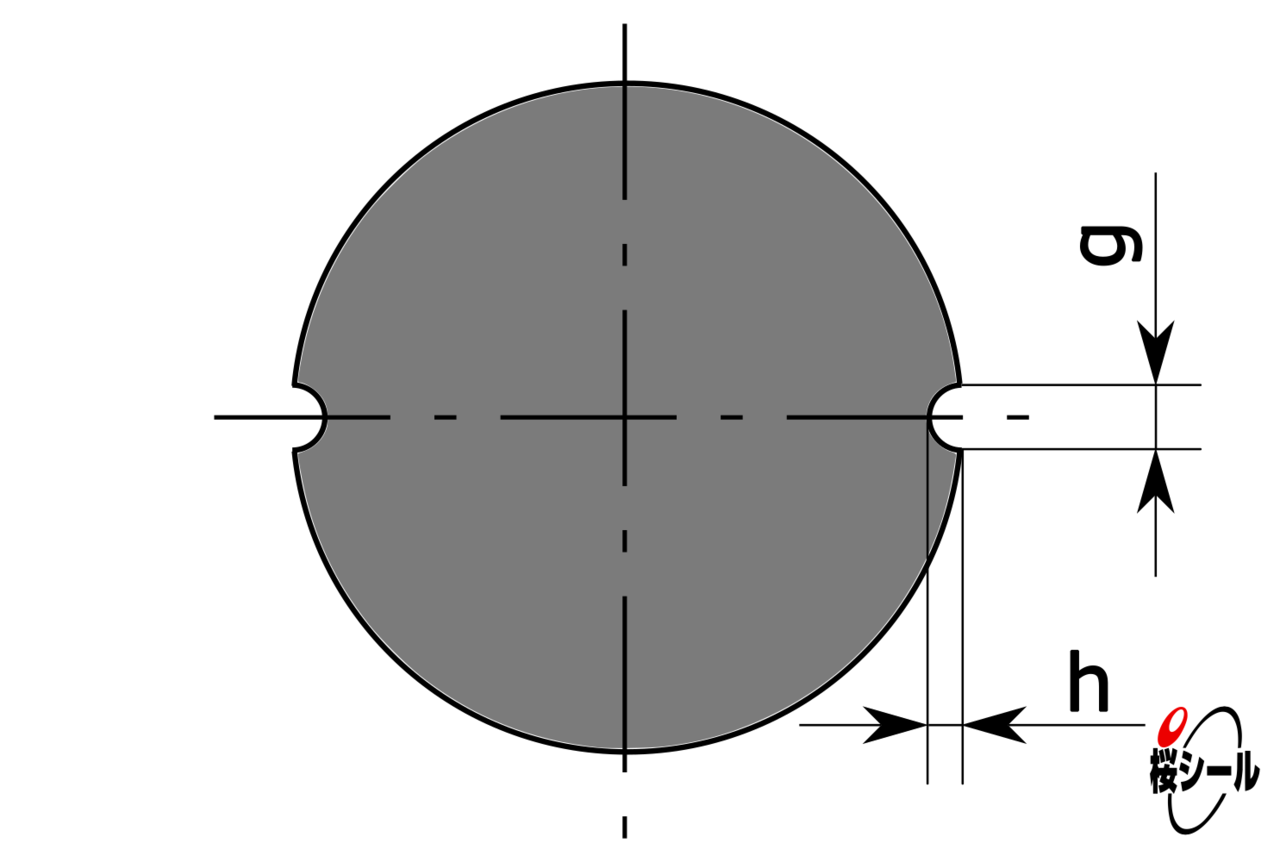
バリ
(複合バリ、食違いやパーティングラインによる突起の組み合わせ)
| N | f1 | 0.10 | 0.12 | 0.14 | 0.16 | 0.18 |
| f2 | 0.10 | 0.12 | 0.14 | 0.16 | 0.18 | |
| a | バリ部分が区別できるときのバリは0.07㎜を超えてはならない | |||||
| S | f1 | 0.10 | 0.10 | 0.13 | 0.15 | 0.15 |
| f2 | 0.10 | 0.10 | 0.13 | 0.15 | 0.15 | |
| a | バリ部分が区別できるときのバリは0.05㎜を超えてはならない | |||||
| CS | f1 | 0.07 | 0.07 | 0.10 | 0.13 | 0.13 |
| f2 | 0.10 | 0.10 | 0.13 | 0.13 | 0.13 | |
| a | 許容しない | |||||
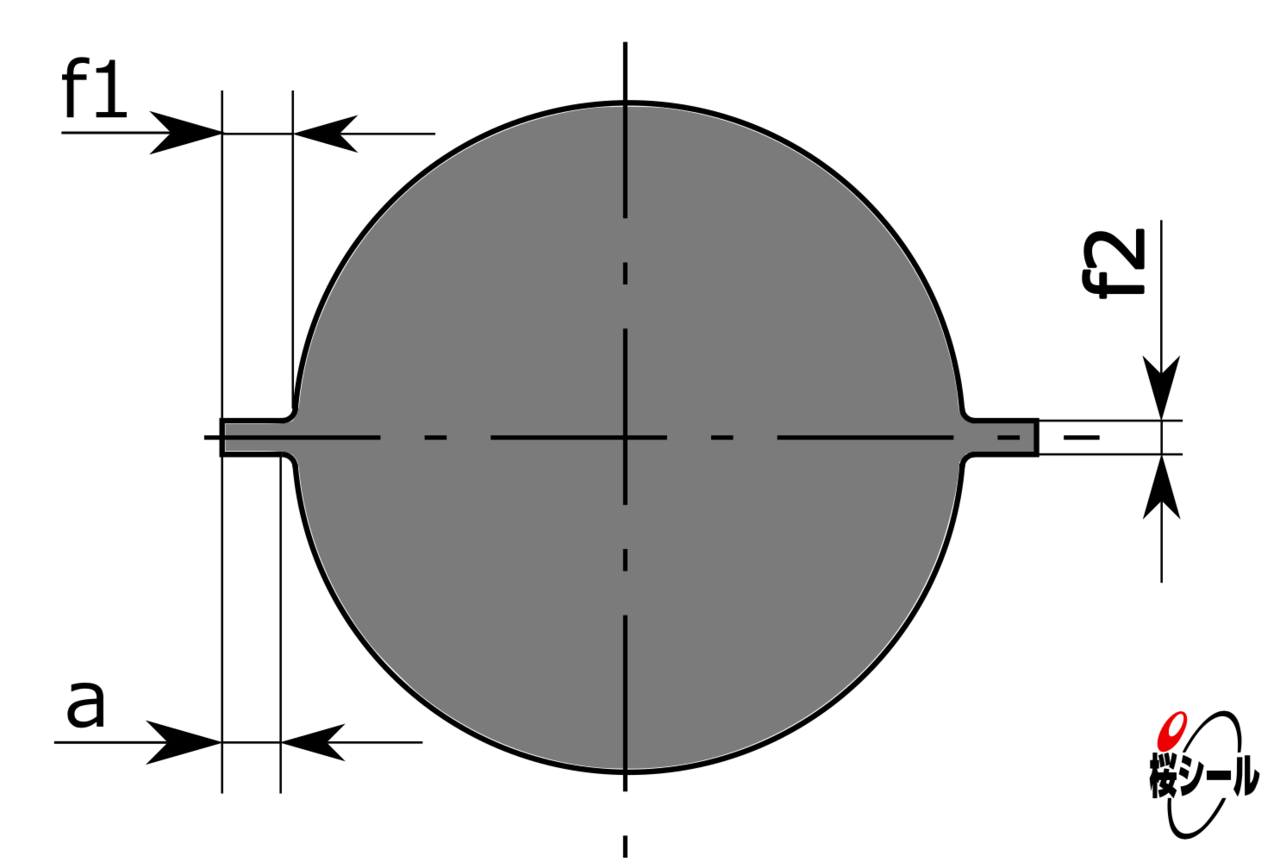
| N | n | nの値が、Oリング線径(太さ)d2の最少値以上の場合は許容する | ||||
| b | 角部は滑らかにする | |||||
| S | n | nの値が、Oリング線径(太さ)d2の最少値以上の場合は許容する | ||||
| b | 角部は滑らかにする | |||||
| CS | n | nの値が、Oリング線径(太さ)d2の最少値以上の場合は許容する | ||||
| b | 角部は滑らかにする | |||||
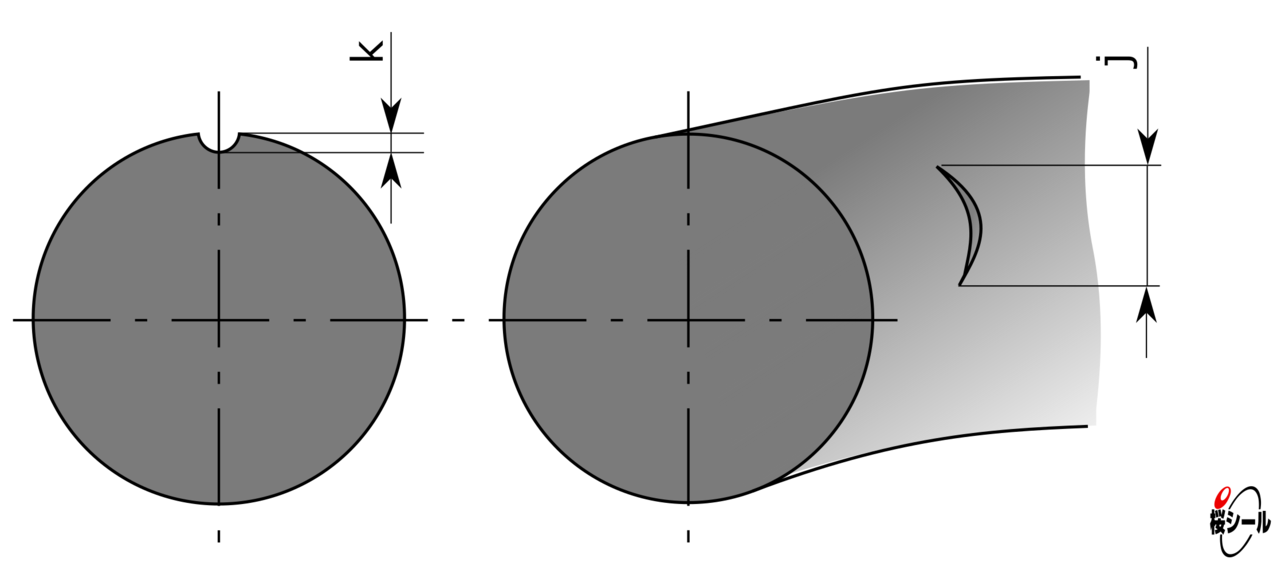
| N | j | 1.50 | 1.50 | 6.50 | 6.50 | 6.50 |
| 上記数値又はOリング内径の0.05倍のいずれか大きいほう | ||||||
| k | 0.08 | 0.08 | 0.08 | 0.08 | 0.08 | |
| S | j | 1.50 | 1.50 | 5.00 | 5.00 | 5.00 |
| 上記数値又はOリング内径の0.05倍のいずれか大きいほう | ||||||
| k | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | |
| CS | j | 1.50 | 1.50 | 1.50 | 4.56 | 4.56 |
| 上記数値又はOリング内径の0.03倍のいずれか大きいほう(Oリング内径は最大30㎜とする) | ||||||
| k | 0.05 | 0.05 | 0.05 | 0.05 | 0.05 | |
へこみ及び充填不足
(パーティングラインのへこみを含む)
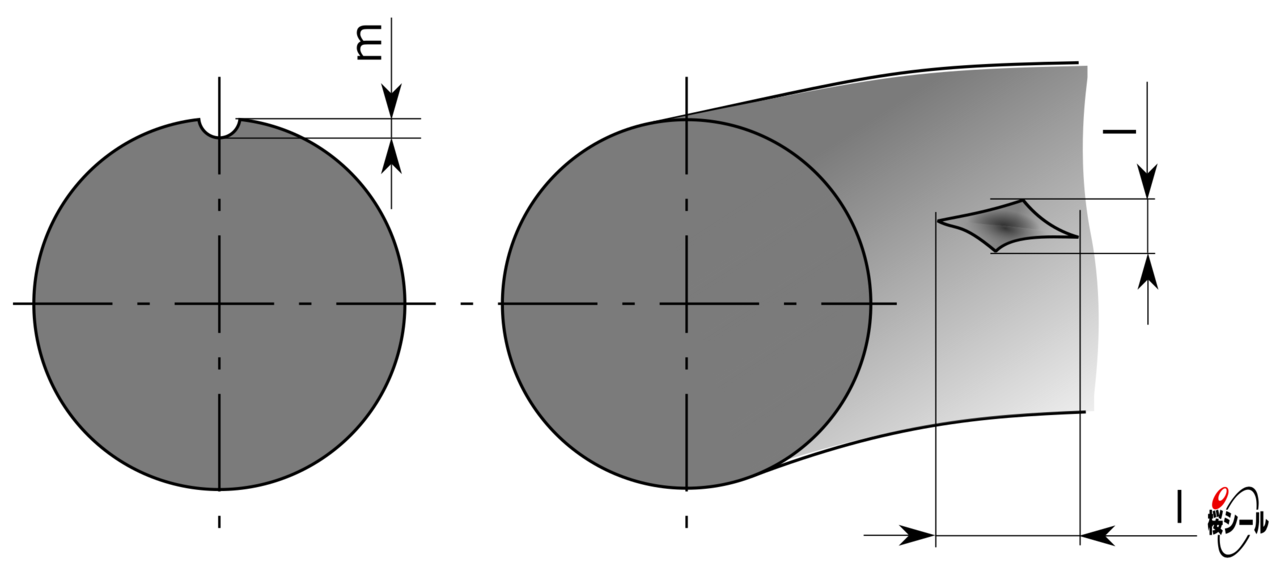
| N | l | 0.60 | 0.80 | 1.00 | 1.30 | 1.70 |
| m | 0.08 | 0.08 | 0.10 | 0.10 | 0.13 | |
| S | l | 0.15 | 0.25 | 0.40 | 0.63 | 1.00 |
| m | 0.08 | 0.08 | 0.10 | 0.10 | 0.13 | |
| CS | l | 0.08 | 0.13 | 0.18 | 0.25 | 0.38 |
| l※ | 0.13 | 0.25 | 0.38 | 0.51 | 0.76 | |
| ※金型転写によるへこみだけは、この最大許容限度による。金型転写によるへこみの判断に違いが生じた場合には、受渡当事者間の協定による。 | ||||||
| m | 0.08 | 0.08 | 0.10 | 0.10 | 0.13 | |
ずれ、不一致、食違い
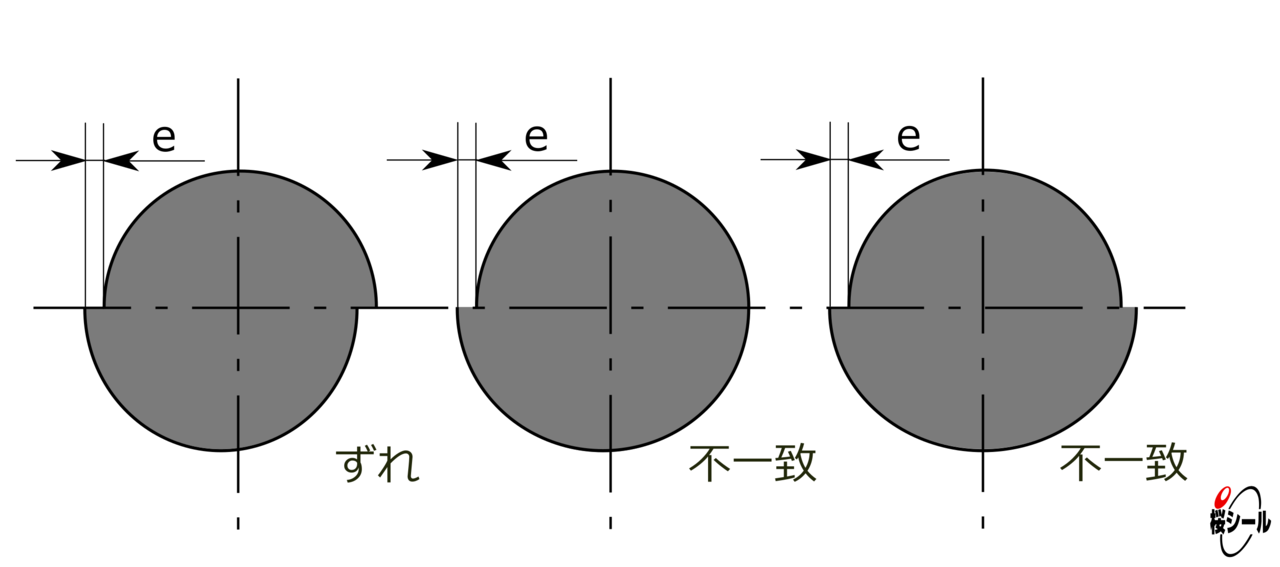
| N | e | 0.08 | 0.10 | 0.13 | 0.15 | 0.15 |
| S | e | 0.08 | 0.08 | 0.10 | 0.12 | 0.13 |
| CS | e | 0.04 | 0.04 | 0.06 | 0.06 | 0.08 |
桜シール株式会社
住所
〒130-0021
東京都墨田区緑3丁目4番10号
桜シール本社ビル