Oリングからより良い社会の実現へ

Oリングと圧縮力(つぶし代と応力)
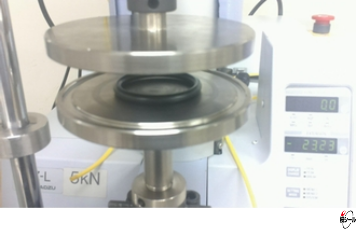
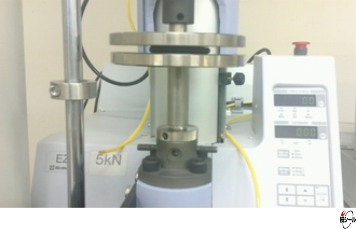
Oリングのつぶし代を確保する為に必要な、圧縮力についてのまとめです。Oリングとは、適正な設計の溝に装着して8〜30%のつぶし代を確保することで、はじめてシール機能が発揮できる機械部品です。Oリングをつぶす(圧縮する)方法としては、ボルトの締め付け、嵌め合いによる押し付けなどが挙げられますが、ここではOリングをつぶした際の応力を材質や寸法の種類別に測定したデータを掲載しています。機械設計に於いて、つぶし代の確保に必要な圧縮力を考える際、目安として活用して下さい。尚、それらのデータは、卓上試験機(以下の写真)を用いてOリングを一方向から圧縮して導き出したものです。従って、実際に溝に装着された状態ではOリングの変形が制御される為、より大きな圧縮力が必要となる可能性があります。
卓上試験機によるOリング圧縮力テスト
Oリング材質の種類と応力の関係
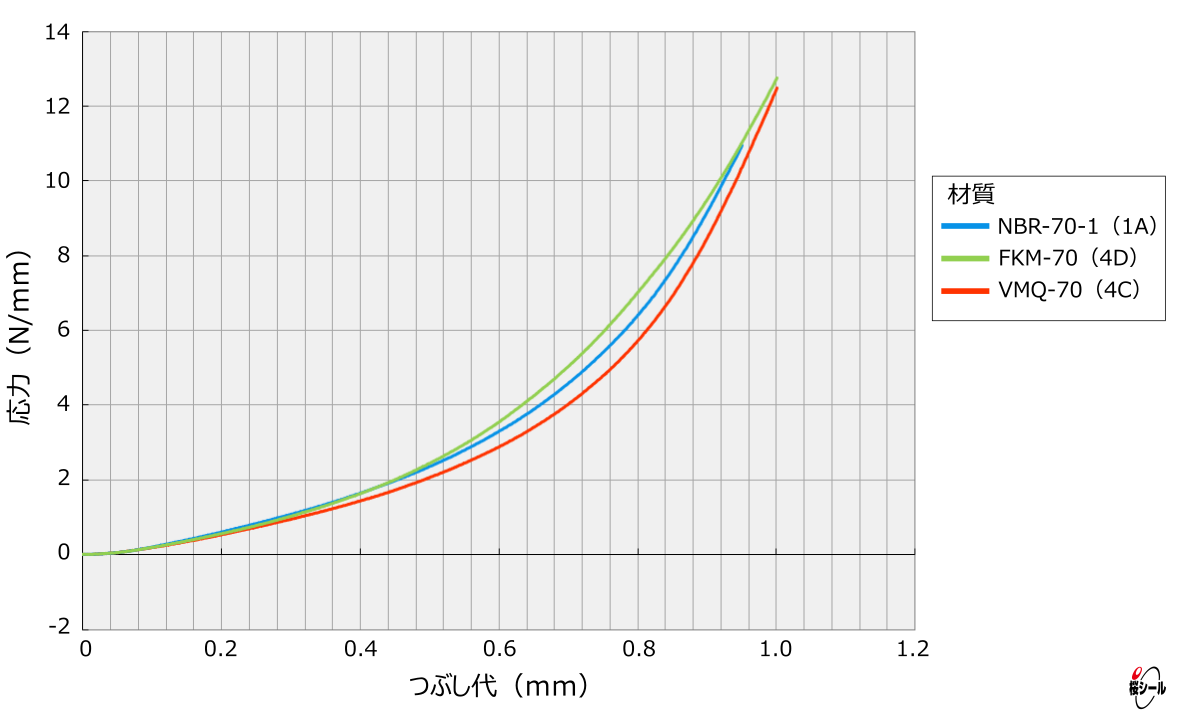
Oリングは形状的にも変形の自由度が高いことから、圧縮に対する応力の度合はOリング材質(ゴム材質)の材料系統よりも、硬度に依存します。下表はその好例で、つぶし代と応力の関係について同じ硬度(A±70)を持つ3種類の材質が記されていますが、硬度以外の物性は大きく異なるにも係わらず、全ての材質が近似の曲線を描いています。このような性質に基づき、Oリングのつぶし代と応力の関係は、材質の種類に関わらず硬度の差異のみで捉えられます。
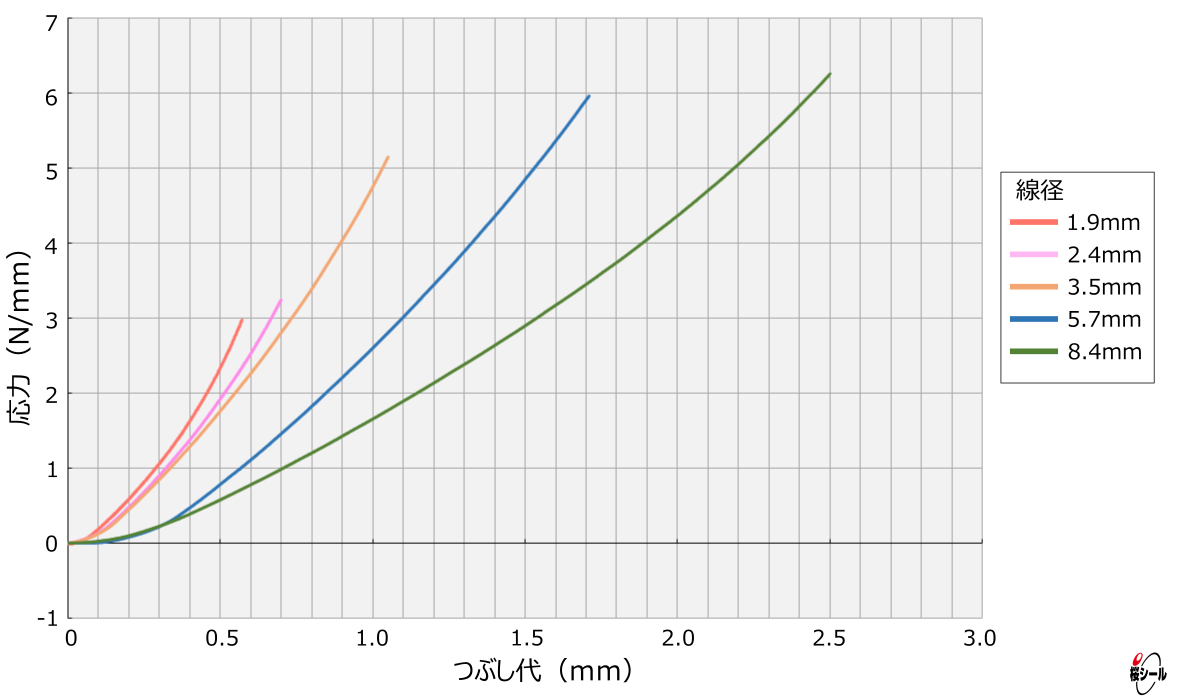
Oリングのつぶし代と応力(同一硬度の材質別)
<寸法:線径φ1.9><材質:NBR-70-1(1A)/FKM-70(4D)/VMQ-70(4C)>
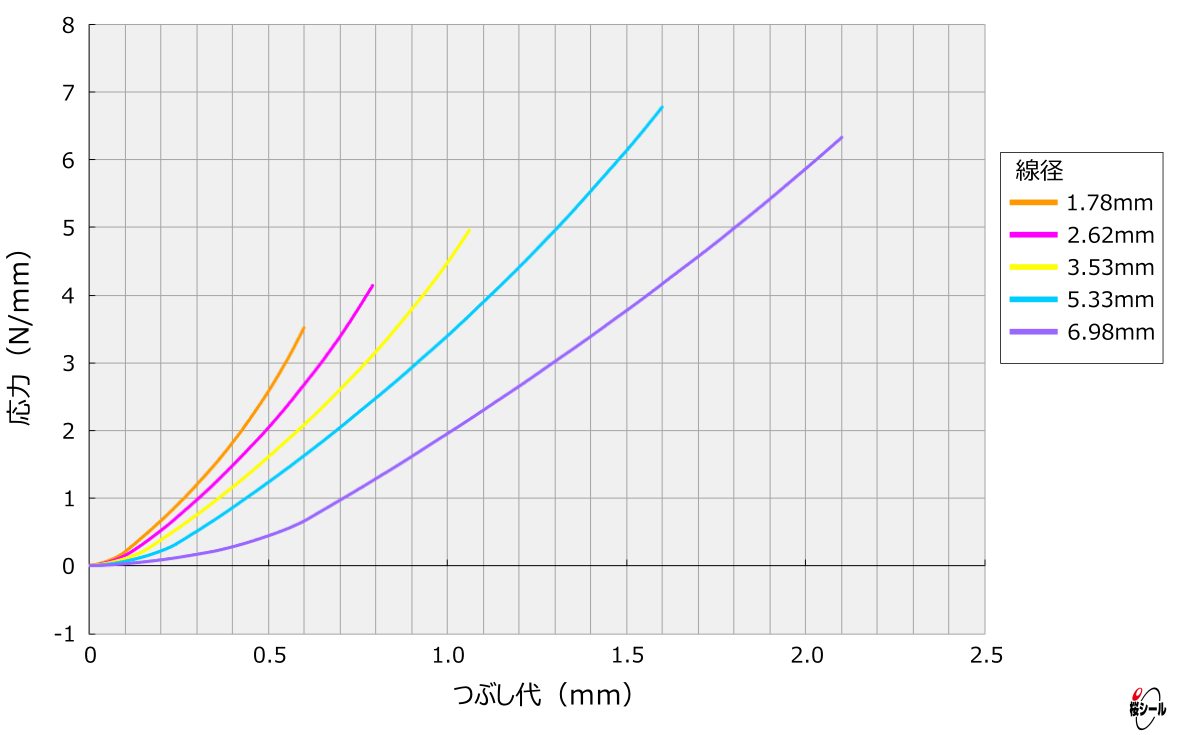
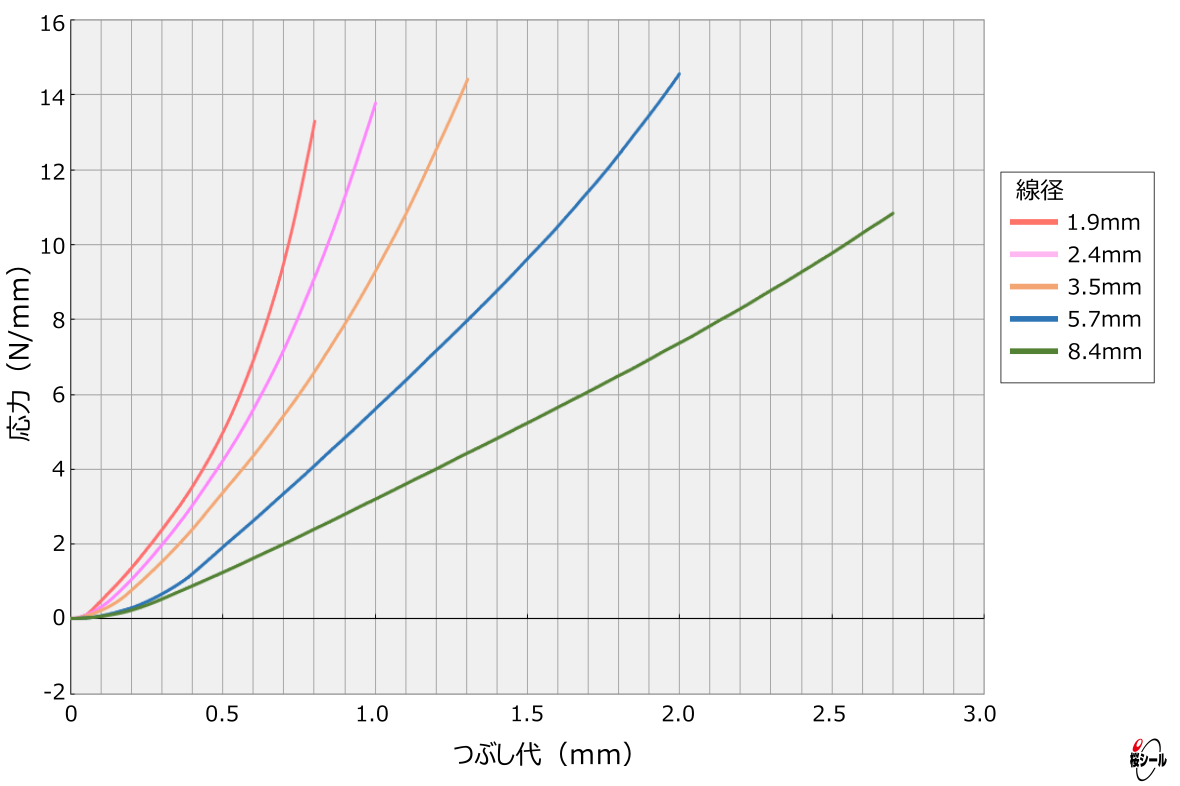
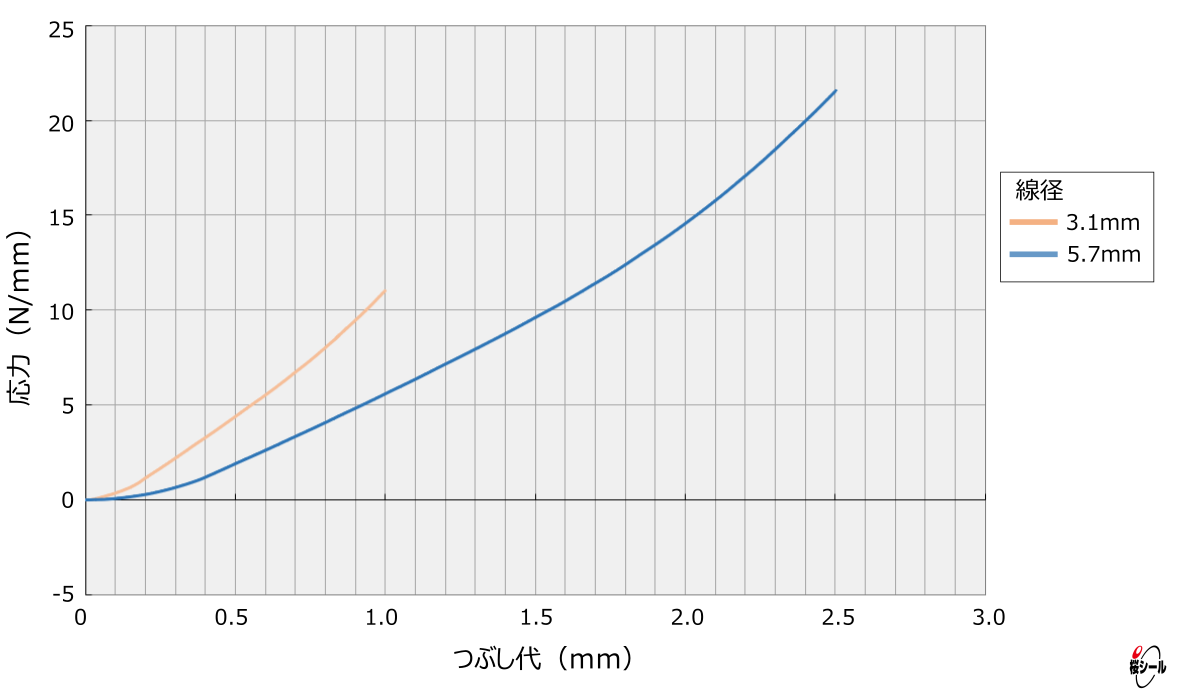
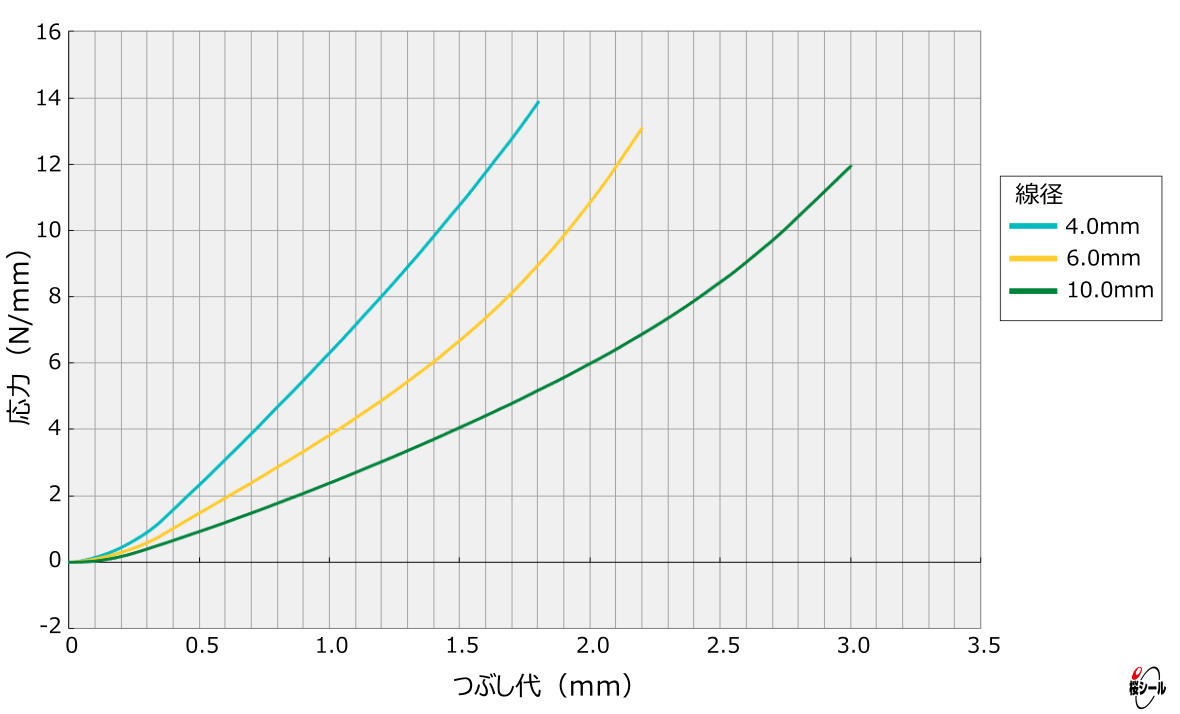
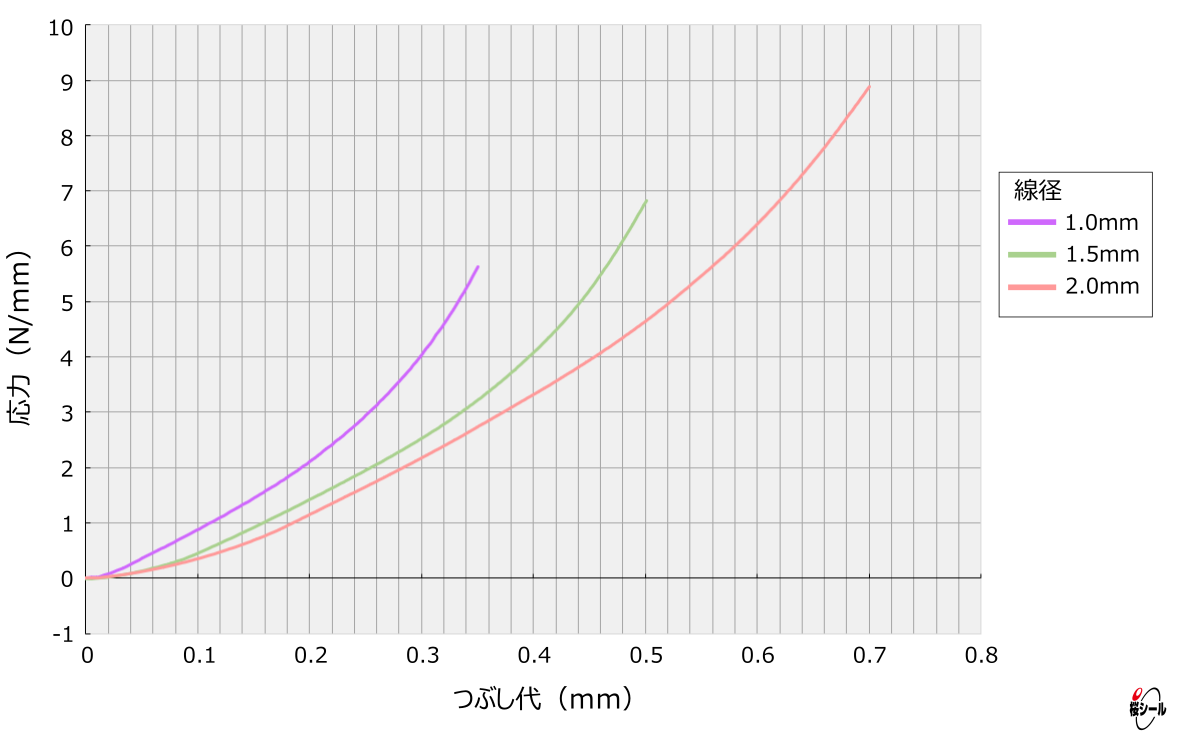
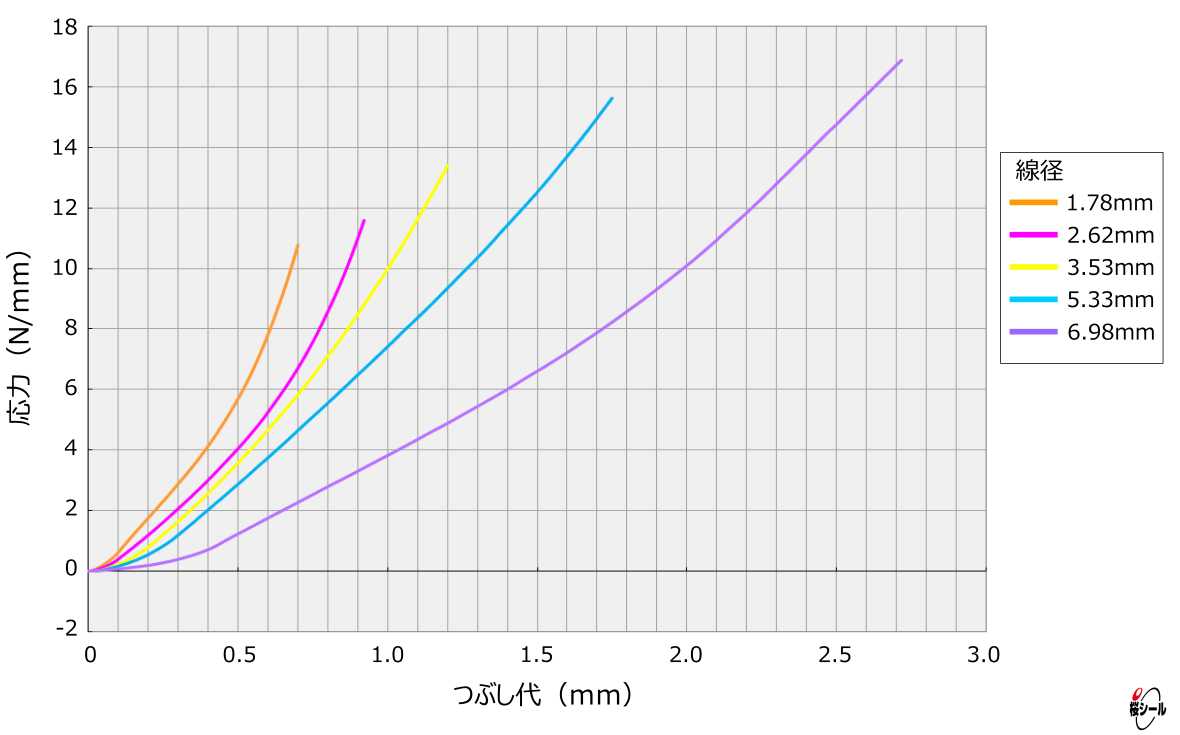
Oリングのつぶし代と単位周長あたりの応力
Oリングをつぶした際の単位周長あたりの応力(参考測定値)を、代表的な寸法規格について、2種類の材質硬度(A70及びA90)別に提示いたします。以下それぞれの表に掲げられる値を利用して、使用するOリングの周長との積から圧縮力(つぶし代の確保に必要な荷重)の目安を求めることが出来ます。機械設計の参考資料として活用して下さい。
Oリングの周長=(線径+内径)π
圧縮力=(Oリングの周長)×(単位周長あたりの応力)
例) FKM-70 P-65(硬度A70材質、線径5.7mm×内径64.6mm)を1.1mmつぶす場合
・φ5.7mmでつぶし代1.1mmの値=約3N/mm <表「P規格(硬度A70)」>
圧縮力=(5.7+64.6)×3.14×3 = 662.23 (N)
桜シール株式会社
住所
〒130-0021
東京都墨田区緑3丁目4番10号
桜シール本社ビル