Oリングからより良い社会の実現へ

テフロン被覆Oリング
テフロン被覆Oリングのまとめです。形状(丸/中空/角)や材質、溝寸法、つぶし代、取付などを図や表入りで解説します。テフロン被覆Oリング選定や設計、使用のお役に立てて下さい。
テフロン被覆Oリングとは、ゴムOリングをフッ素樹脂で完全に被覆したものです。接液部がフッ素樹脂であるため、耐薬品性やすべり性に優れ、過酷な環境でも安定したシール性を発揮します。尚、簡易なテフロンコーティング(テフロン被膜Oリング)とは別製品です。
[テフロン被覆Oリングの種類]
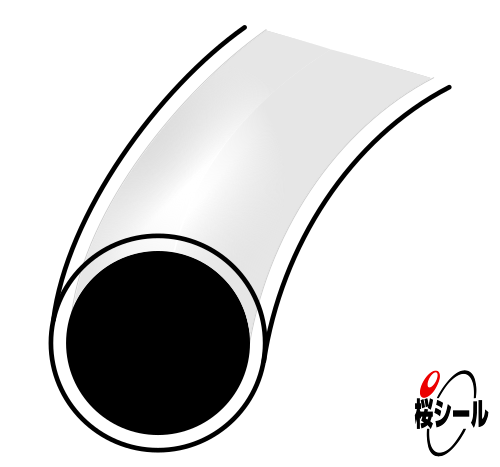
正円形
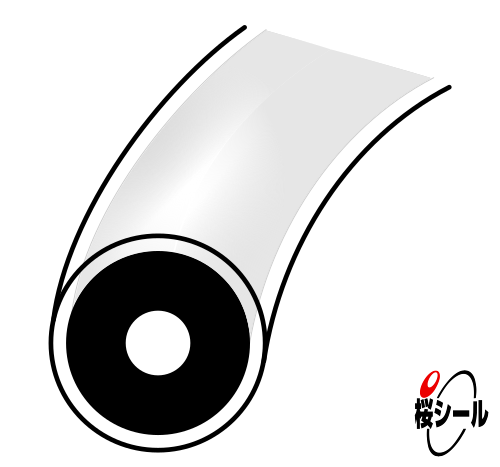
中空
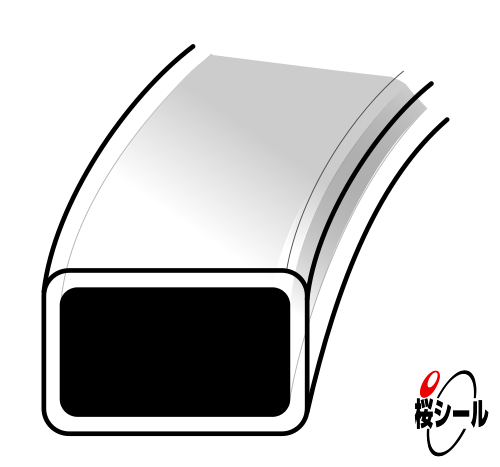
長方形(正方形)
テフロン被覆Oリングの断面は、主に上記のような形状ですが、このほか特殊形状として楕円形、半円形があります。なお、長方形の角の仕上げはRが必要となります。
[テフロン被覆Oリングの材質]
テフロン被覆Oリングのコア材料とジャケット材料の主な組み合わせは次のようなものがあります。
| ジャケット材 | コア材 |
|---|---|
| FEP | バイトン |
| FEP | シリコーン |
| PFA | バイトン |
| PFA | シリコーン |
そのほか特殊形状として、コア材のシリコーンゴムが中空の製品もあります。
ジャケット材料
- テフロンFEP
六フッ化プロピレンと四フッ化エチレン(TFE)の共重合物で、もっとも一般的な材料です。他の熱可塑性に比べ、気体の透過性が非常に小さいのが特徴です。また、摩擦抵抗も優れているため、スティックスリップ現象を起こしにくいのも特徴です。
- テフロンPFA
パーフルオロアルコキシ基を有するフッ素樹脂です。連続使用温度が260℃以下であればシール性を保つことができるので、耐熱性についてはテフロンFEPより優れます。その他、機械的特性はテフロンFEPと同様の性質を有しています。
コア材料
- フッ素ゴム(バイトン、FKM)
フッ素ゴムは、テフロン被覆Oリングのコア材として最も標準的なもので、長期間の圧縮後でも復元する性能を有しています。
- シリコーンゴム(VMQ)
低温下、冷蔵、熱処理などの用途で使用温度範囲が極端な場合、シリコーンゴムが使用されます。運動用に使用する際、シリコーンゴムはフッ素ゴムに比べつぶし代に対する反発応力が小さいため、ジャケット材の摩耗が少なく寿命が長くなります。シリコーンゴムはつぶし力が小さくても密封できるため、ガラス製の化学容器やフランジ用のシールに適しています。
[テフロン被覆Oリングの溝設計]
PFAは硬度が硬いため、装着時の過度の引き伸ばしや変形するような溝には適していません。
テフロン被覆Oリングのつぶし力(圧縮力)
つぶし代の割合別のつぶし力は下記のとおりです。
| 太さ(㎜) | バイトン つぶし代(%) | シリコーン つぶし代(%) | ||||
|---|---|---|---|---|---|---|
| 10% | 15% | 20% | 10% | 15% | 20% | |
| 1.6 | 16 | 26 | 40 | 20 | 33 | 48 |
| 1.78 | 26 | 40 | 53 | 22 | 35 | 48 |
| 2.0 | 34 | 53 | 77 | 30 | 46 | 59 |
| 2.5 | 40 | 66 | 95 | 40 | 59 | 78 |
| 2.62 | 29 | 44 | 64 | 23 | 38 | 53 |
| 3.0 | 70 | 107 | 140 | 36 | 60 | 82 |
| 3.53 | 54 | 91 | 120 | 32 | 57 | 83 |
| 4.0 | 51 | 82 | 111 | 56 | 87 | 108 |
| 4.5 | 75 | 107 | 139 | 53 | 84 | 110 |
| 5.0 | 91 | 126 | 182 | 39 | 64 | 89 |
| 5.34 | 82 | 117 | 145 | 96 | 138 | 191 |
| 5.5 | 45 | 83 | 116 | 37 | 65 | 93 |
| 5.7 | 79 | 116 | 155 | 58 | 88 | 112 |
| 6.0 | 86 | 126 | 169 | 53 | 86 | 113 |
| 6.99 | 95 | 135 | 201 | 101 | 135 | 201 |
| 8.0 | 101 | 147 | 213 | 82 | 122 | 163 |
| 9.52 | 115 | 173 | 247 | 84 | 125 | 175 |
| 10.0 | 122 | 192 | 281 | 117 | 174 | 246 |
| 12.0 | 124 | 194 | 279 | 59 | 93 | 126 |
(単位:N/inch(周長))
※内径が小さいテフロン被覆Oリングの場合は、分割溝が必要となります。
分割溝が必要な最小内径は下記のとおりです。
| 太さ(㎜) | 内径φ(㎜) |
|---|---|
| 1.6 | 〜10.0 |
| 1.78 | 〜10.0 |
| 2.0 | 〜11.0 |
| 2.5 | 〜12.0 |
| 2.62 | 〜12.0 |
| 3.0 | 〜18.0 |
| 3.53 | 〜19.0 |
| 4.0 | 〜22.0 |
| 4.5 | 〜24.0 |
| 5.0 | 〜30.0 |
| 5.34 | 〜35.0 |
| 5.5 | 〜37.0 |
| 5.7 | 〜38.0 |
| 6.0 | 〜45.0 |
| 6.99 | 〜60.0 |
| 8.0 | 〜90.0 |
| 9.0 | 〜150.0 |
| 10.0 | 〜200.0 |
| 11.1 | 〜250.0 |
| 12.0 | 〜300.0 |
テフロン被覆Oリングの溝寸法
通常のゴムOリング溝と同じ溝設計で使用できます。ただし、つぶし率を20~30%とし、圧縮量を多く設定するとより安定してシールできます。
[テフロン被覆Oリングの使用]
テフロン被覆Oリングの装着方法は下記のとおりです。
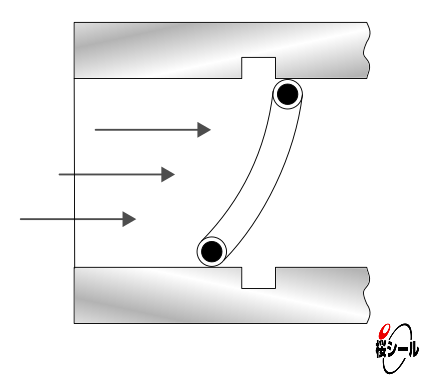
図1
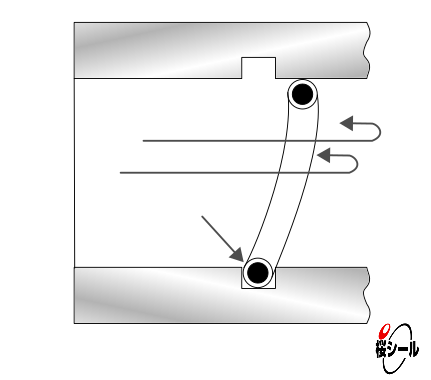
図2
1. テフロン被覆Oリングと接触する面が全て滑らかでカエリやひっかき傷のない状態であることを確認します。最適なシールの寿命を得るために20μインチ(0.5ミクロン)の表面仕上げを推奨します。
2. テフロン被覆Oリングを60℃以下の水に2~3分浸し、十分やわらかくします。
リングが冷たい状態で引き延ばしたり、折りたたんだりすると、ジャケットに割れ目や折り目がつき使用できなくなります。
3. 温水から取り出し、素早く装着します。
4. テフロン被覆Oリングを穴に入れ、一度、リングの先端が溝を通り越して奥側になるようにします。(図1)
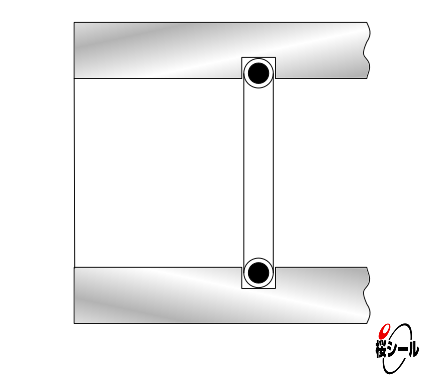
図3
5. テフロン被覆Oリングの反対側の端を溝に押し込み、奥側の端を溝に戻します。このとき、リングがねじれたり、折れたりしないように注意してください。(図2、図3)
6. テフロン被覆Oリング全体を滑らかに仕上げるため、リングが冷える前に軸を通します。
※内径が小さいテフロン被覆Oリングの場合、分割溝が必要となります。
コア材は加硫接着ではないので、引き延ばしたりしないでください。
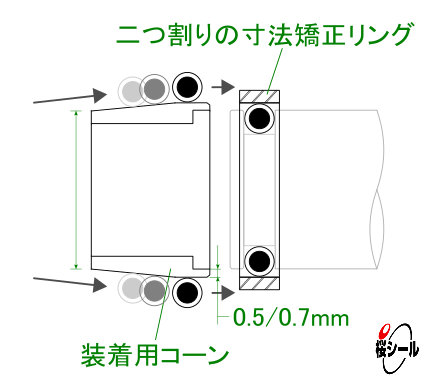
図4
※ ピストンやネジをこえてテフロン被覆Oリングを装着する場合は、図4を参照してください。
温水の中から取り出したテフロン被覆Oリングを、テーパがついた装着コーンにはめ、円周上に均一な力を加えながら、テフロン被覆Oリングを滑らせ溝にはめ込みます。
寸法矯正リングの使用により、テフロン被覆Oリングは最初の寸法に戻ります。
しかし、常に装着が容易な分割溝の設計を推奨します。
なお、コーンの小さい方の径はテフロン被覆Oリングの内径よりも0.5㎜小さいとこが必要です。
桜シール株式会社
住所
〒130-0021
東京都墨田区緑3丁目4番10号
桜シール本社ビル