Oリングからより良い社会の実現へ

Oリングの圧縮永久歪み
Oリングの圧縮永久歪みについて、圧縮永久歪み率の算出方法や線径との関係、Oリングの寿命を予測する方法などを、表や図解入りで解説した技術資料です。Oリングのつぶし代と併せ、Oリング選定や設計の資料としてお役に立てて下さい。
圧縮永久歪みとは、Oリングを圧縮してから開放した際に、変形したまま復元しないことを指します。残留ひずみなどとも呼ばれるこの現象は、Oリングの寿命を測る上で重要な指針となり、Oリング材質が保持する性能によって左右されます。
[圧縮永久歪み率]
圧縮永久歪みに関するOリング材質の性能は、以下のような計算式によって圧縮永久歪み率として表すことが出来ます。その値が小さい程、長時間に亘ってOリングのシール機能の持続が可能であることを意味します。
[圧縮永久歪み試験]
Oリングの圧縮永久歪みは、圧縮永久歪み試験によって導き出された圧縮永久歪み率(前述)で評価するのが一般的です。試験の方法や条件はJIS K6262で細かく規定されており、多くのOリングメーカーはそれに準じた試験によって圧縮永久歪み率を算出しています。Oリング材質によって諸条件は変わりますが、その流れは以下の通りです。
① 試験片の製作
評価対象のOリング材質で、特定の形状(JIS大型試験片、若しくは線径φ3.5mmのOリング)をした試験片を製作する。
A) JIS大型試験片
直径φ29.0±0.5mm、高さ12.5±0.5mmの円筒形の成形品です。通称JIS玉と呼ばれています。
B) 線径φ3.5mmのОリング
内径は定められていませんが、一般的にはP-26やAS568-214が多く用いられています。
② 試験片の圧縮と加熱
試験片を25%の圧縮率でつぶした状態で、Oリング材質ごとに定められた温度及び時間条件に従って加熱する。
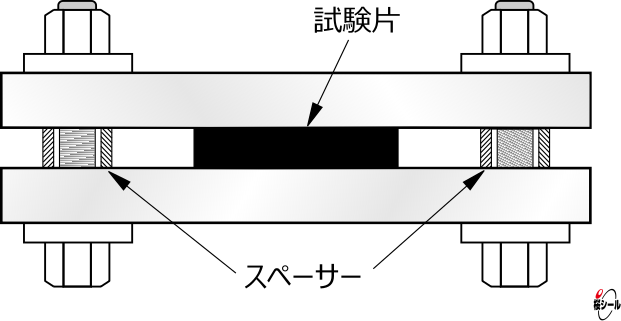
* このプロセスでは、以下のような圧縮装置を使用します。この装置はステンレス鋼など十分な剛性が有って加熱にも耐えることが出来る金属材質で作られており、数箇所に設置されたボルトを締め込むことによって、試験片を均一に圧縮することができます。尚、圧縮に際しては、試験片の高さに対して75%の高さを持つスペーサーを挟み込むことで、正確な圧縮率(25%)を実現するのが一般的です。
③ 試験片の圧縮開放と測定
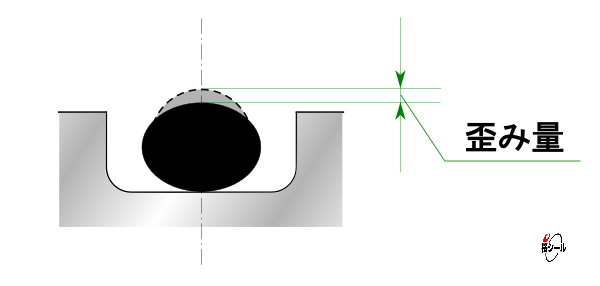
圧縮装置から取り外した試験片の高さを測定する。
④ 圧縮永久歪み率の算出
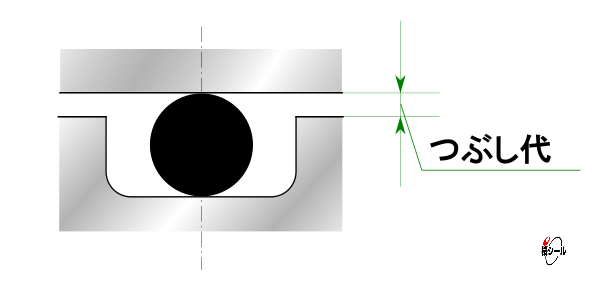
つぶし代と測定値から導き出される歪み量から、圧縮永久歪み率を算出する。
[圧縮永久歪みによるOリングの寿命予測]
前述の通り、圧縮永久歪み率はJIS規格に定められている試験方法と条件(Oリング材質によってはメーカー独自の条件なども有り)に基づいて算出されるのが一般的です。その値はOリングの性能を判断する為の比較材料としてそれなりに有効ですが、諸条件が複雑に絡み合う実機での運用に於いては、参考程度にしかなりません。実機でのOリング寿命の検討に当たっては、実際に機器に組み込んだOリングから圧縮永久歪み率を算出し、その値から予測値を導き出すことが出来ます。
- 対象となるOリングを実機に装着し、実運用する。
- 任意の時間が経過した時点でOリングを取り外し、歪み量を測定する。
- 上記2.とは異なる経過時間で測定を繰り返す(最低3回、可能ならば5回程度)。
- 各測定値から圧縮永久歪み率を算出する。
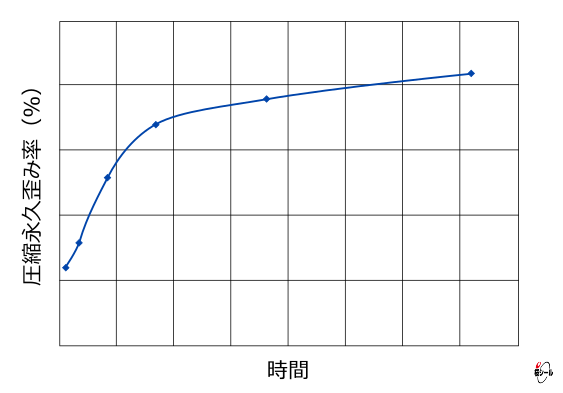
- グラフのX軸を時間、Y軸を圧縮永久歪み率としてプロットする。
- プロットをつないで伸ばすことで、長時間使用に於ける想定値が得られる。
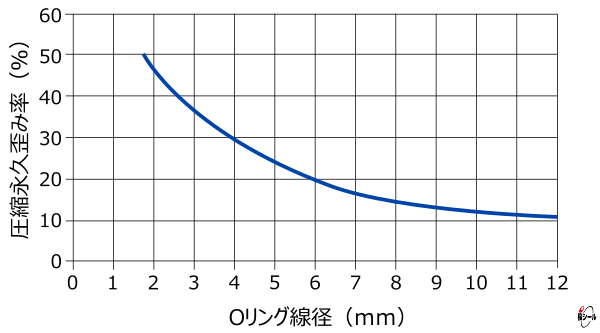
圧縮永久歪み率が40%位までの範囲では良好なシール性を保ちますが、60〜70%を超えると漏れが発生し易くなります。
桜シール株式会社
住所
〒130-0021
東京都墨田区緑3丁目4番10号
桜シール本社ビル