Oリングからより良い社会の実現へ

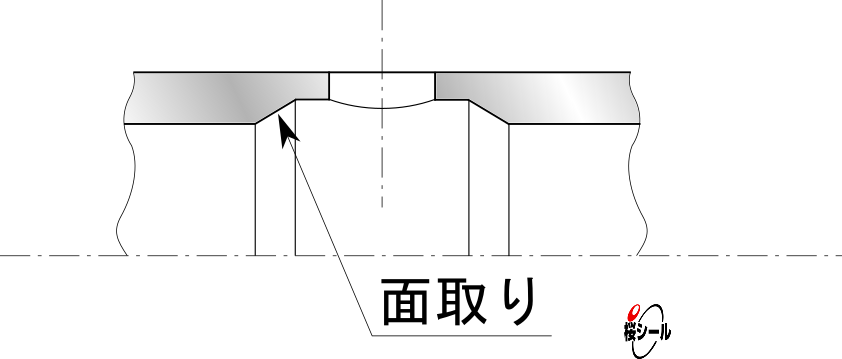
Oリング取付部の面取り (テーパー溝)
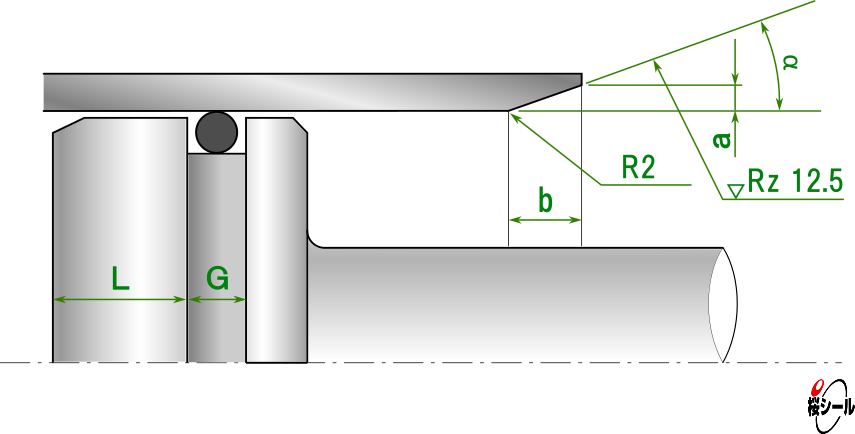
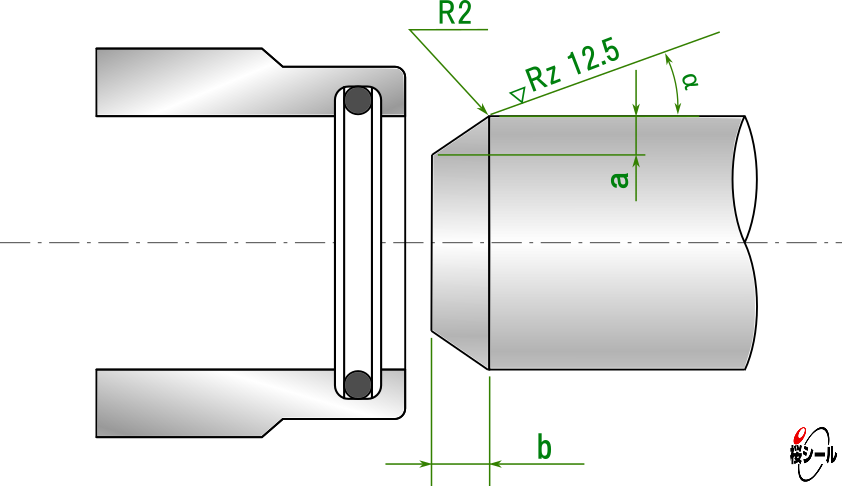
装着時の軸の傾きによるOリングのかじりを防止する為に、L寸法を (G+b) 以上に設定することをお奨めいたします。
| Oリング寸法規格 | 線径 | a最少 | b | |||||
|---|---|---|---|---|---|---|---|---|
| P規格 | JASO規格 | G規格 | S規格 | SS規格 | α=15°の場合 | α=30°の場合 | ||
| P2〜P10 | JASO1003〜JASO1035 | 1.9 | 0.9 | 3.4 | 1.6 | |||
| P10A〜P22 | JASO2010〜JASO2071 | 2.4 | 0.9 | 3.4 | 1.6 | |||
| P22A〜P50 | JASO3022〜JASO3150 | 3.5 | 1.1 | 4.1 | 1.9 | |||
| P48A〜P150 | 5.7 | 1.3 | 4.9 | 2.3 | ||||
| P150A〜P600 | 8.4 | 1.5 | 5.6 | 2.6 | ||||
| G25〜G145 | 3.1 | 1.1 | 4.1 | 1.9 | ||||
| G150〜G600 | 5.7 | 1.3 | 4.9 | 2.3 | ||||
| S2〜S22 | 1.5 | 0.9 | 3.4 | 1.6 | ||||
| S22.4〜S150 | 2.0 | 0.9 | 3.4 | 1.6 | ||||
| SS005〜SS200 | 1.0 | 0.9 | 3.4 | 1.6 | ||||
(単位:mm)
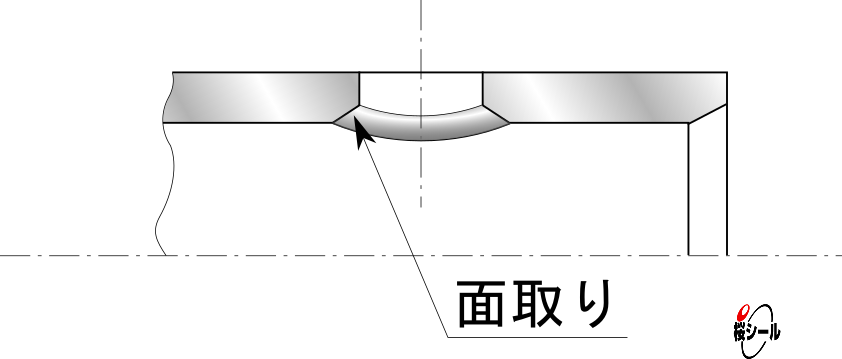
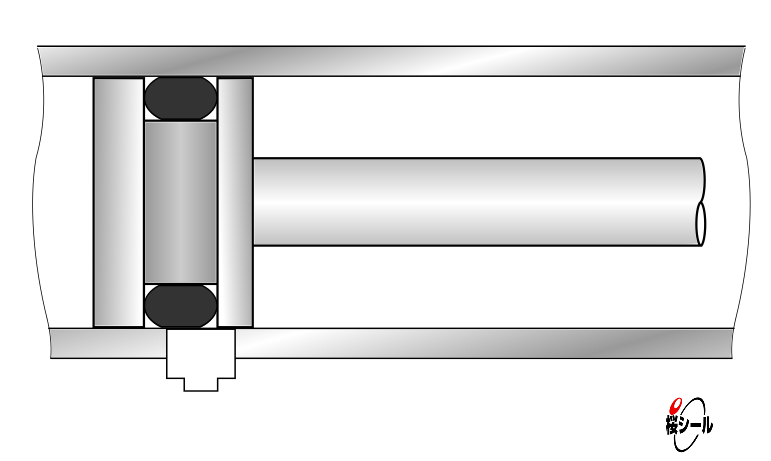
Oリングの用途がピストンシールの場合、Oリングが摺動する部分に小孔(圧力出入孔などの横穴)を設置しないで下さい。また、シリンダへのロッド挿入時にOリングが小孔を通過しなければならない場合は、以下のような面取りを施したりプラグを使用したりすることで損傷を防いで下さい。
桜シール株式会社
住所
〒130-0021
東京都墨田区緑3丁目4番10号
桜シール本社ビル