Oリングからより良い社会の実現へ

オイルシールの軸(シャフト)
オイルシールの軸(シャフト)の設計や加工についてのまとめです。オイルシールが適正に性能を発揮する為には、適切な設計に基づく軸やハウジングの存在が必要不可欠です。ここでは、軸の材質や硬度、寸法公差、面粗度、そして軸端の面取りに関する推奨奨値や注意事項を掲載いたします。オイルシール取付部の設計や加工に係る指標として、参考にして下さい。
>>>オイルシール 製品情報
>>>オイルシール 技術資料
軸の材質
軸の材質には、一般に機械構造炭素鋼(S-C材;S-43CやS-45Cなど)が用いられている他、低合金鋼やステンレス鋼などが推奨されています。逆にアルミニウムやマグネシウム合金、黄銅、青銅、亜鉛といった軟らかい材質は、回転が低速であることやクリーンな環境であることなど、特定の条件下である場合を除いて不向きです。その他、鋳鉄(ピンホールの生じ易さが漏れの原因につながる)、樹脂(適正な硬度や粗さの確保が難しく、また熱伝導係数の低さから放熱性が劣る)、そしてセラミックス(稀に化学装置などで使用されているが、表面の粗さがリップの摩耗を促進させる)などには注意が必要です。
軸の硬度(硬さ)
清浄な環境下で使用する場合、軸の硬度はオイルシールの性能に殆ど影響しません。しかし、一般的な環境下では30HRC以上の、塵埃環境下では50〜60HRCの硬さが、ダストや汚れた油による摩耗への耐性を確保する為に推奨されます。その他にも、軸の硬度を高く設定することで、打ち傷(運搬や組立の最中に部品同士が干渉して発生する傷)の予防や、加工性(最適な面粗度への加工のし易さ)の確保、変形防止といった効果が得られます。尚、リップ部の材質がフッ素樹脂(PTFE/テフロン)によるオイルシールは、ゴム材質によるものよりも軸を摩耗させやすい上、潤滑条件が劣悪な環境下で使用されることが多いので、軸を硬め(50〜60HRC程度)に設定することをお薦めいたします。
軸の寸法精度
軸径の寸法許容差は、オイルシールのメーカーや型式によって推奨基準に多少の差異があるものの、一般にh8若しくはh9が適用されています。(JIS B 0401:寸法公差及びはめあいの方式)
軸の面粗度(表面粗さ)
軸の面粗度は、オイルシールの性能に大きな影響を与えます。軸の速度や油の量にも依りますが、一般に面粗度が大き過ぎるとリップ部の摩耗が進行し易くなり、逆に小さ過ぎても油膜が形成され難くなってリップ部の硬化や焼き付きが誘発され易くなり、漏れの原因となります。従って、軸の面粗度は0.2〜0.8μmRa(JIS B 0601:算術平均粗さ)及び0.8〜2.5μmRz(JIS B 0601:十点平均粗さ)で仕上げることを推奨いたします。尚、軸の面粗度が推奨値の範囲にあっても、軸の加工痕に方向性があると、流体が軸方向に移動してシール性を損ねてしまいます。この為、適切な加工方法としてグラインダ仕上げや研磨紙(エメリーペーパー)仕上げが挙げられますが、どちらにしても研磨材を軸方向に移動させないプランジ研削が最も適しています。尚、推奨されない仕上げとしては、旋盤仕上げ(螺旋状の加工痕に沿って流体が漏れる)やローラー仕上げ(前工程に当たる旋盤加工の出来栄えが直接影響する)、スーパー仕上げ(綾状の加工痕によるポンプ作用で流体が漏れる、或いは加工痕がリップを過大摩耗させる)などが挙げられます。
軸端の面取り
軸へのオイルシール装着に於いて軸端の鋭い角でリップ部を傷めることが無いように、軸端には適度なテーパーを設け、またそれによって生じた角部にはバリが残らないように仕上げを施すことが推奨されます。軸端の面取りを怠ると、リップ部に引っ掛かって傷付いてしまうばかりか捲れてしまったり、その拍子でバネが外れてしまったりといった危険があります。オイルシールを適正に作動させる為、以下の内容を参考に適切な軸端の面取りを行って下さい。
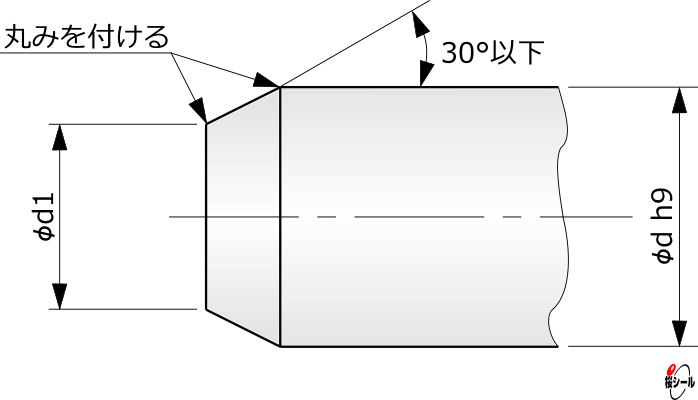
| 軸径の呼び寸法 d (単位:mm) | 面取り部の寸法 d−d1 (単位:mm) | |
|---|---|---|
| を超え | 以下 | 以上 |
| − | 10 | 1.5 |
| 10 | 20 | 2.0 |
| 20 | 30 | 2.5 |
| 30 | 40 | 3.0 |
| 40 | 50 | 3.5 |
| 50 | 70 | 4.0 |
| 70 | 95 | 4.5 |
| 95 | 130 | 5.5 |
| 130 | 240 | 7.0 |
| 240 | 500 | 11.0 |
* 面取り粗さはRa3.2以下を推奨します。
* 丸面取りを設ける場合も、上記を参考にして下さい。
* リップ部の材質がフッ素樹脂(PTFE/テフロン)によるオイルシールでは、d−d1の値を上記よりも更に大きく設定することを推奨します。
>>>オイルシール 製品情報
>>>オイルシール 技術資料
桜シール株式会社
住所
〒130-0021
東京都墨田区緑3丁目4番10号
桜シール本社ビル